Для начала рассмотрим
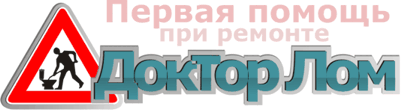
1. Основные виды стыковых сварных швов:
Рисунок 529.1. Основные виды стыковых сварных швов.
По варианту исполнения (вид сварного шва сбоку):
а) Прямой, совпадающий с рассматриваемым поперечным сечением элемента.
б) Косой. Делается в тех случаях, когда по расчету прямого шва для обеспечения прочности не достаточно.
Как видно из рисунка, стыковые швы могут использоваться для соединения деталей разной толщины.
По форме шва (вид в разрезе):
в) Без кромок.
г) V-образный.
д) Х-образный.
е) К-образный.
Как видно из рисунка, выбор той или иной формы шва зависит от толщины свариваемых деталей.
1.1. Геометрические характеристики стыковых сварных швов
Также на рисунке 529.1 показаны основные геометрические характеристики сварных швов, необходимые для расчета стыковых сварных швов на прочность:
t - толщина шва, см.
В общем случае когда толщины свариваемых деталей одинаковы, то толщина шва равна толщине свариваемых деталей. Если толщины свариваемых деталей разные, то за толщину шва принято считать наименьшую толщину свариваемых деталей. Форма шва (вид в разрезе) на определение толщины стыкового шва никак не влияет по той причине, что при расчетах на прочность материала шва рассматриваются сечения с наименьшей площадью. В данном случае наименьшую площадь будут иметь сечения на границе сплавления.
lw - длина шва, см.
Так как при любой технологии сварки в начале и конце шва имеется непровар, то с учетом этого расчетная длина шва принимается (согласно СП 16.13330.2011 "Стальные конструкции"):
lw = h - 2t (529.1.1)
или
lw = h (529.1.2) - при выводе концов шва за пределы стыка
где h - высота свариваемых деталей.
Примечания:
1. На рисунке (529.1) все размеры даны в миллиметрах для частного случая, когда t = 5 мм. Раньше это был общий случай, но теперь, как видим, требования изменились.
2. Для дальнейших расчетов все размеры лучше сразу перевести в сантиметры. Впрочем принципиального значения это не имеет.
2. Основные виды угловых сварных швов

Рисунок 529.2. Основные виды сварных соединений с угловыми швами.
а) Лобовые швы (2) при соединении внахлест;
б) Фланговые швы (3) при соединении внахлест;
в) Лобовые и фланговые швы при соединении в стык с накладками (4);
г) Угловые швы при соединении втавр (впритык) без прирезки и с прирезкой кромок;
д) Плоскость среза (сдвига) флангового шва
2.1. Геометрические характеристики угловых сварных швов
Одной из главных геометрических характеристик углового шва наряду с уже известной нам длиной шва lw, является катет шва kf. Это связано с тем, что в каком бы напряженно-деформированном состоянии ни находился рассматриваемый элемент конструкции, на один из катетов шва всегда будут действовать касательные напряжения. А так как сопротивление сдвигу (срезу) всегда меньше сопротивления растяжению или сжатию, то в таблице 530.2 рассматривается только один вид напряженно-деформированного состояния - условный срез.
В связи с этим определение катета шва при расчете угловых сварных швов приобретает большое значение. На рисунке 529.2.е) показаны возможные геометрические формы угловых швов (вид в разрезе). Как видно из этого рисунка в качестве расчетного значения катета шва принимается наименьшее из возможных значение.
Кроме того, предполагается, что разрушение материала шва может происходить не по одному из катетов, а в сечении, наклоненном к катетам под некоторым углом или по границе сплавления. Поэтому при расчете угловых швов рассматриваются два сечения: по металлу шва (1) и по границе сплавления (2):

Рисунок 529.3. Расчетные сечения угловых швов
Соответственно для определения одного из размеров рассматриваемого сечения используются коэффициенты βf - при расчете по металлу шва и βz - при расчете по границе сплавления. Определить значение этих коэффициентов можно по следующей таблице:
Таблица 529.1 (согласно СП 16.13330.2011 "Стальные конструкции"). Значения коэффициентов βf и βz для угловых швов

Примечание: В СНиП II-23-81* "Стальные конструкции" и в старых справочниках формулировка последнего пункта (вид сварки) была несколько иной, а именно: "Ручная; полуавтоматическая (механизированная)..." и так далее, что позволяло без проблем определять значения коэффициентов при ручной сварке. Сейчас в формулировке присутствует союз "и", что на мой взгляд не совсем правильно, так как позволяет рассматривать дальнейшие условия, как относящиеся к обеим определениям. Кроме того, в указанных источниках значения коэфициентов для ручной сварки определялись вне зависимости от положения сварного шва. Сейчас же мы видим странное разделение, позволяющее определить только βf при сварке в лодочку или βz при всех остальных положениях шва. На мой взгляд, здесь явная ошибка редактора, тем не менее СП 16.13330.2011 "Стальные конструкции" - это актуализированная редакция теперь уже не действующего СНиП II-23-81* "Стальные конструкции" и при расчетах следует руководствоваться именно положениями СП. Но все равно приведу соответствующую таблицу из старого СНиПа:
Таблица 529.2. (согласно СНиП II-23-81* "Стальные конструкции")

3. Положение сварного шва
При выполнении сварочных работ принято различать следующие положения сварного шва:

Рисунок 529.3. Положения сварного шва.
Л - в лодочку (только для угловых швов)
Н - нижнее
Пг - полугоризонтальное
Г - горизонтальное
Пв - полувертикальное
В - вертикальное
Пп - полупотолочное
П - потолочное |